
 Mark Campito got his start in optoelectronics at Xciton Corporation in 1978. Xciton was an offshoot of General Electric when G.E. was manufacturing visible LEDs. Mark had just graduated from Siena College in 1977 with a degree in History. Before that, Mark had completed his four-year enlistment in the U.S. Navy, where he attended Electronic School. Xciton was founded by Dr. Paul Shaver, Dr. Alan Barnet, and Dr. Simeon Galganitus. All three headed up General Electric’s LED division at the Electronic Park in Syracuse, N.Y. In the 1960s, they departed G.E., formed Xciton, an LED manufacturer, and relocated to Latham, NY. Xciton specialized in LPE (Liquid Phase Epitaxial growth), whereas major domestic LED manufacturers used VPE (Vapor Phase Epitaxial technology). Utilizing LPE produced a more consistent and uniform wafer. Except for substrates, Xciton was self-contained and had its cham
Mark Campito got his start in optoelectronics at Xciton Corporation in 1978. Xciton was an offshoot of General Electric when G.E. was manufacturing visible LEDs. Mark had just graduated from Siena College in 1977 with a degree in History. Before that, Mark had completed his four-year enlistment in the U.S. Navy, where he attended Electronic School. Xciton was founded by Dr. Paul Shaver, Dr. Alan Barnet, and Dr. Simeon Galganitus. All three headed up General Electric’s LED division at the Electronic Park in Syracuse, N.Y. In the 1960s, they departed G.E., formed Xciton, an LED manufacturer, and relocated to Latham, NY. Xciton specialized in LPE (Liquid Phase Epitaxial growth), whereas major domestic LED manufacturers used VPE (Vapor Phase Epitaxial technology). Utilizing LPE produced a more consistent and uniform wafer. Except for substrates, Xciton was self-contained and had its cham
bers for wafer growth and inside sales: testing, application engineering, R&D, and warehousing. LEDs were limited in their applications during this period, primarily due to their low luminance (brightness). Most applications included indicators and seven-segment displays for clock radios and instrumentation. Xciton’s strength was in green GaP (Gallium Phosphide) materials, and it offered one of the brightest greens (typically 24 mcd at 10mA) commercially available. In the late 1960s, Xciton had grown to over 100 employees.

During the late 60s, the LED watch was introduced. These watches utilized a 7-segment GaAsP red watch chip, and the market for this new technology grew. The biggest flaw, however, was that the chips drew too much power from the battery, necessitating frequent battery replacements. The Xciton solution was to develop green GaP materials that consumed less power and made the green color more visible to the peak response of the human eye. As a result, Xciton invested in developing a green watch chip and forecasted significant returns. Unforeseen, however, was the introduction of the LCD watch by Texas Instruments, which offered maximum battery life and devastated the LED watch market overnight. In addition, most of Xciton’s domestic competitors, including General Instruments, Litronics, and Hewlett-Packard, had relocated their production facilities offshore, rendering Xciton’s domestic production costs uncompetitive. This resulted in a significant layoff, and Xciton’s manufacturing was relocated to the Philippines to take advantage of lower labor costs. By this time, the company had limited financial resources and faced increasing technological breakthroughs from competitors. At the forefront was Stanley, a Japanese manufacturer that had introduced a 220 mcd LED, far brighter than any LED on the market, and opened applications such as backlighters that Xciton could not compete in. In addition, many of Xciton’s competitors offered a broad range of Infrared (IR) devices, whereas Xciton’s offerings were limited to visible LEDs and displays.
By the late ’70s, Xciton had shrunk to 33 employees, and Mark Campito was interviewed and hired for an entry-level customer service position. On a positive note, Xciton had a comprehensive internship and new employee program that involved working for a few weeks in each department except for accounting. This included the warehouse, wafer fab, testing, and sales. This provided each new worker with hands-on product knowledge. In addition, Paul Shaver, who had previously taught at MIT, would hold weekly classes on photonics and its applications, with weekly exams.
During this time, it was decided that the best strategy to regrow and energize Xciton’s business was to expand our sales coverage, both domestically and internationally, through representatives and distribution in North America and Western Europe. To support this ambitious effort, we needed marketing and sales tools: a new catalog and datasheets, LED sample kits, and a cross-reference guide to our competitors’ part numbers, combined with sales visits. Participation in trade shows and technical seminars. At this time, our sales force consisted of a Director of Sales, a National Sales Manager, and Regional Sales Managers, including William Moore, a newly hired graduate from Siena College; Mark Campito, a West Coast Regional Sales Manager; and a customer service and sales support team. Domestically, we signed new representatives throughout the continental U.S. and Canada. In addition, we had a National distributor, Cramer Electronics, headquartered in Newton, MA., and Diplomat Electronics.

Regarding International sales coverage, Xciton had never focused on Europe. Due to limited resources, we decided to split our organizational coverage plan into two phases. The first phase would focus on interviewing prospective distributors and signing them to exclusive distribution contracts, including stocking packages. This was initially managed by Thomas Thorson, Director of Sales, and Mark Campito, who would eventually be appointed International Sales Manager. Our international sales organization expanded to twelve distributors, initially focusing on Western Europe and Scandinavia. The second phase would include technical seminars, visits to target accounts, meetings with each distributor, and the establishment of sales goals. Because trips would be extended from four to six weeks, Mark moved to an apartment in Harlow, Essex, England, to serve as headquarters, working with British distributors Distronics and RS Electronics while traveling across the continent. Xciton’s domestic and international business grew, including a significant OEM account, Pyrotector, which manufactured the first non-ionization chamber smoke detectors.

![]() Unfortunately for Xciton’s sales team, these proprietary products, combined with sales growth, generated significant interest in Xciton. Several of Xciton’s shareholders wanted to sell their shares after holding them for years. Eventually, National Semiconductor, headquartered in Santa Clara, California, purchased Xciton, and internally, there was much speculation for months regarding our future employment. To begin with, National Semi had three locations: Santa Clara for sales and marketing, Hawthorn, California, for wafer fabrication, and Xciton. Additionally, they owned a production facility in the Philippines.
Unfortunately for Xciton’s sales team, these proprietary products, combined with sales growth, generated significant interest in Xciton. Several of Xciton’s shareholders wanted to sell their shares after holding them for years. Eventually, National Semiconductor, headquartered in Santa Clara, California, purchased Xciton, and internally, there was much speculation for months regarding our future employment. To begin with, National Semi had three locations: Santa Clara for sales and marketing, Hawthorn, California, for wafer fabrication, and Xciton. Additionally, they owned a production facility in the Philippines.
Eventually, National decided that its new headquarters and manufacturing facility would be in upstate New York at the newly established Rensselaer Technology Park, managed by Rensselaer Polytechnic Institute in Troy, New York. The 35-thousand-foot building would house wafer growth manufacturing, sales and marketing, warehouse, accounting, and R&D. The new management group was transported from Hawthorn and Santa Clara, including the General Manager, Production Management, and Controller. The Xciton sales staff would continue to function as a cohesive unit. At the same time, we were integrated into the national sales organization, which included their sales representatives and national distributors, such as Hamilton, Avnet, and Arrow. Bill Moore and Mark Campito were responsible for canceling all our worldwide representative and distributor agreements and integrating them into the national sales force.
What happened next was utterly unexpected. Mark had informed his previous contacts at Xciton that he had accepted a new position and would be establishing an LED company in California. Overall, he received positive responses, but one was unexpected. A Japanese trading Company named Silwalker telexed Mark in California, asking if he was interested in working with Toshiba. Silwalker previously supplied Xciton with substrates for its wafers from Toshiba, but we had never encountered any finished optoelectronic products from them. Mark asked Silwalker if they could send their product catalog for our review. Several product data books arrived a few weeks later, covering LEDs, displays, photocouplers, infrared emitters and detectors, and reflector switches. After reviewing the data books, we decided to pass on this potential relationship because we felt it would require a significant marketing and sales effort to promote such a unique product line. The response surprised the trading company and Toshiba, and we were asked for an explanation.

In early 1983, Mark compiled a marketing report outlining the North American market for LEDs and displays. The bottom line was that the dominant manufacturers in North America were Hewlett-Packard and General Instruments (formerly Monsanto); to be competitive, we needed a second-source product such as Toshiba. However, Toshiba used different epoxy colors (pink instead of red), lead frames, viewing angles, and other features, which were too significant to be successfully marketed in the U.S. The bottom line is that we needed second sources that matched the specifications of the industry leaders.
Weeks after the report was submitted, we received another telex asking if we would be interested in redesigning the Toshiba LED product line to match second-source industry leaders. This was followed by a visit to Japan by William Campbell, who led Pacesetter Electronics, to discuss Toshiba’s proposal and initial steps. Toshiba’s optoelectronic division, headquartered in Kawasaki, Japan, outside Tokyo, dates back to the development of some of the first incandescent light bulbs. In brief, they requested our assistance in identifying the various industrial segments, corresponding products, pricing, and competition in the North American market.
In late 1983, following the success of Bill Campbell’s trip, we were authorized by our parent company, American Electronics, to establish a business relationship with Toshiba. In preparation for the next round of meetings, we produced mechanical, optical, and electrical specifications, as well as target pricing, and sent them to Kawasaki before Campito’s visit. The meeting took place in Shinagawa at Toshiba’s headquarters. The meeting involved a formal exchange of business cards and bows. At the meeting with Mr. Sinobe, head of the optoelectronics group, Toshiba agreed to manufacture LEDs based on International Devices specifications and was granted a private-label agreement in return for a large stocking package. All sales would be conducted through Silwalker, a domestic customer of Toshiba, to avoid violating any international agreements.
Over the next few months, IDI received its initial samples for evaluation. Upon visually inspecting the high luminosity against the published specification, Campito noted that the specifications were overly conservative. Campito hired an independent lab to validate all optical and electrical specifications and found that the luminosity (mcd, millilumen) was roughly twice the brightness of Toshiba’s published specifications. When IDI contacted Toshiba about the discrepancy, Toshiba acknowledged it was very conservative. As a result, IDI purchased its measuring equipment (EG&G) and sent all sample batches to an independent laboratory to correlate our readings between IDI and the lab. Once we validated all the data, we produced a four-color selector guide and a cross-reference guide for all the major LED manufacturers.
Our new product line was introduced to the current IDI representatives, former Xciton European distributors, and Newark Electronics, an international catalog distributor that featured IDI products. Over the next two years, we successfully increased our sales and established ourselves as a leading supplier of LED and display products. Despite our growth in 1985, our parent company, Pacesetter Inc., went through a reorganization and decided to sell off all the electronic companies, which included Pacesetter Electronics in Santa Ana and Sunnyvale, California, VSI (formerly Distronics) in Harlow, Essex, UK, VSI in New Zealand and Australia, and IDI. The new owner of IDI was Electron House, a UK company.
Facing an uncertain future, Campito contacted Toshiba directly to inquire about securing their backing for a new venture. Within days, they responded that they would support the new company. Over the next few weeks, it became clear that Electron House was interested only in the distribution side of the business, and IDI didn’t fit its model. Seeking financial backers, Campito repeatedly failed to secure an equity position, so he eventually reached out to his family in the Albany area. An agreement was reached under which Campito would return to the Albany area in exchange for a combination of investments and loans. Based on his experience at IDI, the business plan for the new company was entirely revamped and much more ambitious than the IDI model. To begin with, the product offering was dramatically expanded to include not only the redesigned LEDs but also photo couplers, IR Emitters, detectors, seven-segment numerical displays, and dot-matrix displays. In addition to a sales and marketing team, we would increase engineering capabilities to include design, testing, Q.C., and binning.
Our new business, Marktech International, was incorporated by family members in June 1985, unbeknownst to Campito, who continued to work out of California. While in California, Campito focused on purchasing the IDI assets from Pacesetter before the sale to Electron House, including test equipment, the mainframe computer, and the Toshiba stocking package. Once the purchase was completed, work began on a 207-page data book. Back in 1985, the process for a data book was long and tedious since it involved converting the Toshiba Data books from Japanese to English, typesetting, and sending all the components to an independent lab to verify all specifications, which included hiring a Japanese translator to verify all application notes, footnotes, and copy. Campito moved from California to upstate New York upon completion of the process.
Having National Semiconductor’s Optoelectronics Headquarters nearby in East Greenbush, New York, made the hiring process relatively easy, enabling the recruitment of experienced sales and engineering personnel. In addition, it helped our cause that National was experiencing production and quality issues. To begin with, National had difficulty replicating the GaAlAs wafers after the chambers were relocated from Xciton to National. Similar problems arose from Hawthorne facilities being transferred to National’s new facility, resulting in lost business. In addition, they announced their high-brightness red LED, which had a luminous efficiency of 220 mcd, like Stanley’s, and featured a comprehensive marketing campaign. In the meantime, Toshiba had a 3000 mcd device that we coined “Ultra Bright.” In 1987, National Semiconductor officially shut down its facility and exited the optoelectronic field.
The first objective of the newly formed Marktech International was to begin hiring. Our first hire was Vincent Forte, National Semiconductor’s Quality Control Manager. Vincent Forte became our Chief Engineer and is now our Chief Technical Officer. Our next hire was Kevin Ward, who became our first customer service provider and now holds the position of Sales Manager, along with three additional hires, including a senior manager from IDI who served as Vice President. The next hire was Steve Hubert, now our Director of Product Management. The list of tasks and objectives required to open the new business was finalized within three months. This included printing and distributing 20,000 copies of the data book. In addition, we completed the cross-reference guide, office and warehouse setup, custom software for operations and sales, and engineering and test equipment.
This was followed by a business trip in 1986 to Toshiba by Campito and Forte, which included an update on the status of our new company at Toshiba headquarters, two days of technical sessions, and a factory tour at their Buzen factory in Fukuoka, Japan. We were instructed on every aspect of their LED production, from the die level through the finished component. What surprised us was the lack of production workers at the facilities. Xciton’s and National Semiconductor’s production lines in the Philippines were operated primarily by young women, who used tweezers to mount die (chips) from a membrane to lead frames, resulting in inconsistent quality. All aspects of the production line at Toshiba were completely automated, with machines designed and manufactured in-house. At this moment, we knew that we had superior components in terms of quality and reliability. We had access not only to the newly designed LEDs but also to their dies. We departed Japan with the understanding that, given this opportunity, we needed to move beyond our distribution model to become an engineering and design house. Our challenge was to ensure we had the equipment to correlate all of Toshiba’s electrical, mechanical, and optical specifications, and to design components and assemblies in the future. This was challenging because Toshiba had developed its equipment internally, which was unavailable to us. This added another level of complexity to our business plan, but fortunately, the timing was good since we were still in the planning stages.

After consulting and coordinating with Toshiba’s factory, we purchased equipment in two stages. Phase 1 included a Radiometer/Photometer, a Parameter Analyzer, Monochromators, a Probe Station, Various Constant Current Sources, Power Supplies, Solder Stations, Computers, and our mainframe. Phase 2 was challenging since we were searching for an Integrated Monochromator/Photometer that did not exist. Fortunately, we can build a custom-designed unit with an established manufacturer using our specifications. In return for this joint effort, the manufacturer was authorized to sell to other companies, including competitors, and we received the device at cost. We also purchased humidity chambers, overheads, additional radiometers/photometers, a function generator, a custom-designed burn-in rack, and a test fixture.

By early 1986, Marktech had established a network of representatives and regional distributors stocking packages. Despite our superior luminosity, promoting our standard devices was challenging since our Toshiba privately labeled components and Marktech were unknown entities in the North American market. Despite this, we began receiving inquiries for nonstandard devices custom-designed for specific applications, such as binning across various outputs, including forward voltage, power, and luminosity. As more of these opportunities arose, we investigated smaller Japanese manufacturers that focused on custom devices. While at Xciton, Mark Campito worked with Pan Electronics on an application for automatic focus sensors for cameras. His contact at Pan was Mr. Homma, who previously worked at Sharp. During our initial visit to the Toshiba Factory, Silwalker had arranged a visit to Pan for us. During the discussions, we learned that Mr. Homma was interested in starting his own company. Mr. Homma had a highly diverse background in optoelectronics, including designing solar cells for satellites, multi-chip assemblies, photodiodes, and flex circuits, among other components. Toshiba, on the other hand, focused on high-volume orders for standard components. The company Mr. Homma envisioned focused on custom-designed optoelectronic components and assemblies in smaller volumes, giving us flexibility and the potential to sell products that are not easily second-sourced. As a result, Marktech took an equity stake in the new company Mr. Homma named Optrans. As with our relationship with Toshiba, Marktech established itself as a design center for Optrans and began to correlate all our equipment readings with Optrans.
By late 1985, we could begin our sales and marketing campaigns. We eventually had contractual agreements with 19 representative groups covering the continental U.S. and Canada. We also signed six regional distributors. Due to initial budget constraints, our sales travel was limited; however, we arranged a two-day technical seminar for all our representatives and distributors at our headquarters. Following this, we relied on sales and marketing tools, including a technical video recording, to reinforce our product line and key technical information. In addition, we provided our data book, which listed our representatives on the back cover, a cross-reference guide, monthly newsletters, sample cases, ads in various trade publications, and a list of target accounts based on our prior experience at Xciton, National, and IDI.
Despite our best efforts, our promotion and design wins for Toshiba’s newly redesigned LEDs and displays were slow, and most of our sales came from ongoing IDI customers. The first breakthrough for Marktech occurred in late 1986, when our representative in Colorado contacted us about an OEM developing an oximeter. This device would be the first noninvasive medical product to measure blood oxygen saturation and blood pressure. They needed two chips (dies) in the red and infrared range, with a ±1-nanometer tolerance. Marktech was well-suited for this application, as we had access to Toshiba’s chips, in-house measuring capabilities, and a wafer probe. None of our competitors were focused on this type of application. Our OEM customer informed us that they could not find other suppliers with wavelength binning capabilities. After multiple visits to the OEM, we provided the initial design and prototype tooling for a chip-on-board (COB) package. The whole design process took almost 18 months. This resulted in our first large-volume order, reinforcing our position as an engineering design house focused on application support. Having secured our first design win, we successfully targeted medical equipment manufacturers and became the primary supplier to oximeter manufacturers over the next few years.

Optoelectronics is unique because there are no exact second sources, and chips and packaging vary across manufacturers. Most engineers design standard products with price and lead-time advantages when focusing on optoelectronic components, but performance is often compromised. Rather than compromise the designer with a standard product, we focused on working with design engineers who can benefit from a custom device. Once we understood the application, Marktech could assist the OEM in many ways, from chip binning to packaging, and provide optical and electrical characterization using in-house testing capabilities. This has become our niche!
Our next significant opportunity came from our New York representative, who covered Symbol Technologies. Symbol was one of the first companies to design a commercial bar scanner. Marktech served as an intermediary for Toshiba in this application. The issue was that Symbol preferred an LED to a laser for scanning. Back in the 80s, the cost of a laser was too high; however, to successfully design an LED, we needed to convert mcd readings into watts. At that time, all of Toshiba’s visible measurements were in millicandela. Marktech’s engineers developed a milliwatt-per-steradian reading, which worked with Symbol’s application. We further arranged the meetings between Toshiba Japan and Symbol to ensure the scanner’s success. Although Marktech did not benefit from the forthcoming blanket orders that continued for years, we proved an invaluable asset as a design center for Toshiba.
Over the next few years, our sales and design wins increased primarily due to Toshiba’s ultra-bright red LEDs and chips. Direct access to their entire optoelectronic product line and engineering services was one of the primary reasons for our success during the mid-to-late 1980s. All this changed in 1991, during a meeting at Toshiba headquarters, when we were informed that we would now be part of Toshiba America’s sales network. This decision was primarily based on our sales growth. We initially met with Toshiba America at their headquarters in Irvine, California, with Ted Franceschi, Senior Vice President, and Mr. Shinzo Sato, formerly a Director of Toshiba America. Our integration into the Toshiba America organization was complex, as Toshiba covered both North and South America and included large representative organizations, as well as Avnet and Arrow, two of the world’s largest distributors. Marktech, in comparison, was an ill-fitting jigsaw piece in a giant puzzle, given our size and the engineering niche we occupied in optoelectronics.
Both Ted and Mr. Sato acknowledged the concern about integrating Marktech into Toshiba’s sales organization and arrived at an ingenious solution: adding Marktech to the DOBIC (Discreet, Optoelectronic, Bipolar, Integrated Component) group, which they both managed. On the plus side, we maintained a high profile within the DOBIC organization and were managed by dedicated product managers. In addition, we maintained our connection to the Toshiba factory in Japan, which shielded us from fluctuations in the yen-to-dollar exchange rate. The most significant advantage was that we now officially represented Toshiba, which opened doors for us with large OEM customers. On the downside, we were limited to LEDs and chips. Fortunately, many of our sales were in these two product groups.
Once officially part of the DOBIC group, we spent the following months revising our organization. To begin with, we were now officially a Value-Added Toshiba Distributor, along with another West Coast organization (William J. Purdy Group), and could no longer privately label our LED components. As a result, our literature had to show the Toshiba part numbers except for a custom-designed product unique to Marktech, which included displays we had recently designed and produced in Taiwan. Based on these factors, we decided to continue expanding our data books to include Toshiba part numbers where applicable. Other changes included limiting our territory to North America, resulting in the discontinuation of our international representatives. We would now report directly to Toshiba America’s DOBIC group, and our first product manager was John Boehm, who, years later, became our West Coast sales manager. The relationship with DOBIC became very close, and they helped facilitate more sales through excellent marketing and engineering support, numerous OEM visits, new product introductions, and joint sales campaigns. Despite significant changes to our internal and external organization, our sales continued to rise.
In 1993, Toshiba achieved a technological breakthrough with its amber LEDs, enhancing luminosity. Unlike other materials, Toshiba’s amber was significantly brighter than competitors’ amber. By this time, Marktech had been appointed the Exclusive Value-Added Distributor for North America. The amber chips opened new opportunities for road and traffic signage. These industries had been waiting for LED products to replace their incandescent signs. Toshiba initially introduced two standard amber LED components, the TLYH158P at 2300 mcd, 22 degrees, and the TLYH180P at 8 degrees. While these two components were popular in various applications, they didn’t meet the traffic industry’s needs. Over the next few months, Marktech met with multiple manufacturers of road signs, intelligent messaging, and signage. Based on their feedback, we designed the S4E38XX, which achieved 3500mcd at 17 degrees. This component was exclusively sold by Marktech and quickly became a standard in the industry. It supplied most road signs and primary intelligent information signage, including the New Jersey Garden State Parkway. This device quadrupled our sales. To support this dramatic increase in sales, Marktech had grown to 35 employees, making us one of the largest companies that focused exclusively on optoelectronics. At this time, Mark Campito assumed the title of CEO, while the new President of Marktech was a former IDI executive with an operations background, better aligned with Marktech’s current growth needs.
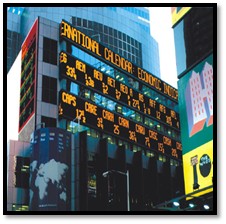
Our successive major design win was for signage initially designed for the Morgan Stanley stock index sign. We were in meetings with the signage manufacturer, who needed LEDs for their pixels that could be viewed from 8 to 10 blocks away and 60 feet above Times Square. Marktech’s solution was to design an LED with two chips using elliptical lensing. The sign required 1.3 million LEDs, making it the world’s largest LED sign at the time. Toshiba America’s management team, led by Pete Todd, Joey Manaquez, and Mr. Motodata, was instrumental in helping us secure the price and delivery terms. Toshiba mass-produced these LEDs in record time. Later, these elliptical devices would be used in the Times Square Zipper and other projects. The Times Square signs operated for over 20 years before being replaced with new technology. We had no reported failures, which is a testament to Toshiba’s quality.
In addition to the signage applications, Marktech, in cooperation with Ecolux, a Canadian manufacturer, produced the first LED traffic signals. The original traffic signals contained close to 200 LEDs per bulb. Ecolux’s design was designed to help municipalities achieve significant cost savings, as LEDs use far less energy than incandescent bulbs and have a high longevity, eliminating the need for frequent bulb replacement. To help ensure LEDs were approved for use in traffic lights, we attended numerous ITE (Institute of Transportation Engineers) meetings with H.P. and other industry leaders. The goal was to establish guidelines and specs for the LEDs in traffic lights.
One of the early issues we experienced with the LED bulbs was the accelerated brightness degradation in the traffic lights installed in the southwest. After performing a failure analysis, we determined that high UV levels were causing the chips to degrade. Our solution was to upgrade the epoxy compound used in these LEDs, which proved successful.

Our next significant product opportunity was with Toshiba LED Drivers. The drivers ensured that brightness would remain consistent across the LED display. A constant current, independent of circuit variables such as power distribution, voltage drops, component variations, and power supply drifts, was accomplished. The constant-current feature was especially useful in bi-color and full-color displays, where colors are mixed to create additional colors. By this time, our OEM customer list had grown significantly, creating synergy between LED components and drivers. However, two issues stood in the way of successfully launching this product line. The first issue was that the market had shifted to RGB (red, green, and blue) pixels in signage, enabling the previously mentioned full-color signage. Unfortunately, Toshiba had not yet manufactured blue, green, or white chips. Out of loyalty, Marktech waited a couple of years for Toshiba to achieve a breakthrough in producing these materials, but that breakthrough never materialized, forcing us to find another source to maintain and grow our business. Eventually, we settled on COTCO, a Chinese RGB LED manufacturer, which granted us an exclusive agreement to sell their RGB and white LED components in North America. We quickly added their products to our data book, which now totals 600 pages of products, application notes, and a directory. We were now able to promote the LED Drivers.
The senior manager of the Toshiba Driver and Peripheral division was Mr. Shuichiro Maruta. Maruta-san allowed us to begin direct custom design work in collaboration with Toshiba’s design team and its standard driver line. Marktech established an in-house design team that works exclusively with OEMs and Toshiba. In addition, we produced a 264-page LED Driver IC Data Book. This proved to be a successful partnership and resulted in projects that included full-color signage projects in Hong Kong, scoreboards for Safeco Stadium in Seattle and Campton Yards in Baltimore, custom-designed video screens for the Rolling Stones, U2, Celine Dion, and the Spice Girls, road signs, and various slot machines in Las Vegas. Many architectural lighting projects, including the Whitney Museum, were completed during our Halcion days until 2008.
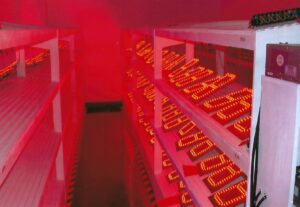
By late 2008, Marktech, with the assistance of partners such as Optrans Corp., had expanded into nearly every segment of the optoelectronic industry. We had the Toshiba line of LEDs, Driver ICs, and COTCO’s blue, green, and white LEDs. We have begun LED assemblies in Guangdong, China, and LED freezer lighting (T-7 and T-8 tubes). The LED 7-segment alphanumeric displays are near IR (NIR) emitters and detectors. Among our many applications were Road signs, encoders, emergency lighting for police cars and ambulances, wearables, medical devices, jaundice devices, and motorcycle brake lights, to name a few. Our design, engineering, and testing capabilities were the common thread for all these devices.

Now, faced with this new economic reality caused by disastrous setbacks, we were forced to reinvent ourselves. The LED components and assemblies we focused on occupied a small segment of the optoelectronic market, which had been declining for years. Nichia’s development of white chips introduced a new generation of opportunities, primarily focused on energy savings and longevity. Among the most significant white LED segments were replacing incandescent lightbulbs, automotive interior lighting, streetlights, traffic information displays, scoreboards, and illuminated street crossing signs.
The RGB full-spectrum lighting market included Greenhouses, Concert Halls, Stadiums, and every primary application that utilized energy savings and reduced maintenance. Major manufacturers, such as Philips, Cree, General Electric, Osram, and Sylvania, entered this market by selling directly or using distribution channels, including Walmart, Target, Lowe’s, and Home Depot, among others. In contrast, industrial distributors like Sagar worked with factories and other industrial segments that required large volumes. In addition, hundreds of packaging houses from mainland China had entered the market but depended on chip manufacturers for their materials.
Unfortunately, we could not participate in any segment of the lighting industry without Toshiba, and we needed to find a profitable niche to grow our business. The immediate future was precarious except for the bright spots of being appointed as a Strategic Partner with Cree and SETI. Still, rather than having a knee-jerk reaction, we decided to take a step back and reevaluate our strengths, weaknesses, and what value we could offer the marketplace. Despite all our vendor upheavals, we built an impressive design, testing, marketing, and sales organization. Much of our test equipment was state-of-the-art, having been involved in the original design, and we could test for both optical and electrical parameters, ranging from UV to near-infrared. We employed a seasoned sales organization supported by experienced application engineers. Based upon this and other factors, Marktech could prosper as an optoelectronic design house with the ability to consult with and recommend solutions to OEMs.
We were strategizing our next moves when we heard from Optrans, Japan, whom I recently informed about Toshiba and the challenges we were facing. As previously mentioned, Marktech invested in Optrans in 1987. Since then, Optrans has grown significantly and now occupies two factories. One was for high-volume production, equipped with highly automated equipment, and the other was for smaller orders, utilizing semi-automatic equipment. The second factory contained seven MOCVD Chambers and was purchased by Mr. Homma from NTT (Nippon Telephone and Telegraph). Doctor Gato Araki, the former head of R&D of NTT, managed the second factory. When Mr. Homma heard about our situation, he invested in Marktech, leading to joint investments between the two companies. This renewed relationship with Optrans led to a new business model for Marktech, which would dramatically change our organization and shift our product focus. Over the next several months, we participated in strategic meetings with Optrans in Japan and New York. Eventually, a five-year plan was established for our first manufacturing facility. To bring this plan to fruition, we reevaluated every facet of our company, beginning with management.

In 2010, Bill Moore was hired to assume the position of President. Bill’s extensive background in optoelectronics included Xciton and Dialight, where he served as National Sales Manager, as well as Optisoft, based in Texas. Additionally, Thomas Berringer, the former Vice President of Toshiba America, was appointed as our Vice President of Sales. Our new emphasis would focus on standard and custom-designed components and assemblies for sensor applications. Although Marktech was known for its design, engineering, and testing capabilities, most of our designs were in the visible range. This new relationship dramatically broadened our abilities in terms of material offerings and packaging for both emitters and detectors. On the material side (chips and wafers), we now offer a broad range of epitaxial (epi) wafers and dies across the ultraviolet, visible, near-infrared (NIR), shortwave infrared (SWIR), and mid-wave infrared (MWIR) ranges.
In 2005, Tin Suidy was hired and is now our Senior Design & Test Engineer. Tim brought a wealth of design knowledge to Marktech, and he has developed a wide range of electronic boards and assemblies for many OEM customers. In 2017, Dan Kaiser was hired as a Production and Test Engineer, further expanding Marktech’s engineering team.
In addition to materials, we offered one of the largest selections of standard and custom packages, including 3- and 5-mm plastic, TO-5, TO-18, TO-39, and TO-46, as well as SMD. Marktech also provided chip-on-board assemblies, multi-chip metal cans, light rings, and unique packages, which include our hermetically sealed Atlas package and our Chip Scale Package. To ensure compatibility with Optrans and Marktech’s testing, we had two custom spectroradiometers (photometers) and goniometers, designed and built with UV-to-SWIR capabilities, for a wide range of optical and electrical parameters. This was in addition to more testing and reliability equipment – Marktech Optoelectronics Testing & Engineering Capabilities.

In 2014, we established Marktech West in Simi Valley, California. Our new facility provides all the necessary infrastructure, technology, and engineering expertise to design, develop, and manufacture high-reliability photodetectors in quantities ranging from prototypes to OEM volumes, from wafer design to complete subsystems.
We hired Barry Jones, formerly of First Sensors, to lead our new manufacturing facility. Barry came with 30 years of experience working with all types of detectors. Under Barry’s leadership, Marktech’s silicon photodiode factory has become one of the most respected and profitable detector manufacturing plants in the photonics industry. Our Marktech West facility is ISO compliant.
Extensive Marktech investments in advanced production technology and equipment, including a Class 1000 (ISO 6) cleanroom, have created a highly controlled manufacturing environment to produce both silicon (Si) and Indium gallium arsenide (InGaAs) photodetectors of the highest possible quality. Marktech Optoelectronics Announces Expanded West Coast Photodetector Design and Manufacturing Capabilities
Our product promotion, executed by our sales and marketing departments, targeted the Medical, Industrial, and Aerospace markets. Our marketing and sales tools included a new website featuring over 750 components, assemblies, and materials. In addition to data sheets, it covers technical articles, engineering services, and other relevant information (www.marktechopto.com). Because roughly 70% of our current inquiries are for custom-designed components and assemblies, we created a manual comprising five chapters on customization that cover all aspects of the design, engineering, prototyping, and production phases of a custom component or assembly—Martech. In addition to enhancing our sales coverage for standard components, Marktech signed distributors Digi-Key and Mouser. All our standard emitters and detectors are now available on their websites and offered worldwide.
 In 2019, our 34th year, we were awarded Veteran-Owned Small Business status due to the naval service of our founder and owner, Mark Campito. In 2021, we hired Gary Kardys as a business development manager to spearhead our marketing and outreach efforts. Gary’s years of experience in engineering and digital B2B marketing have significantly contributed to the growth and future trajectory of Marktech Optoelectronics. Gary now serves as Chief Marketing Officer at Marktech with responsibilities for all marketing and grawth efforts at the company. In 2024, Marktech entered into a new partnership with Silanna UV to package and promote Silanna UV’s breakthrough 235nm and 255nm LEDs.
In 2019, our 34th year, we were awarded Veteran-Owned Small Business status due to the naval service of our founder and owner, Mark Campito. In 2021, we hired Gary Kardys as a business development manager to spearhead our marketing and outreach efforts. Gary’s years of experience in engineering and digital B2B marketing have significantly contributed to the growth and future trajectory of Marktech Optoelectronics. Gary now serves as Chief Marketing Officer at Marktech with responsibilities for all marketing and grawth efforts at the company. In 2024, Marktech entered into a new partnership with Silanna UV to package and promote Silanna UV’s breakthrough 235nm and 255nm LEDs.

Today, we have successfully transitioned to full-scale manufacturing at our production facilities in Simi Valley, California, and Kawasaki, Japan. Our headquarters remains in Latham, New York. In addition, we are a disabled veteran-owned business.
While Marktech sells hundreds of standard components through our distribution partners, Digikey Electronics and Mouser Electronics, our primary focus is on custom-designed LED emitters and photodetectors. Approximately 70% of our inquiries involve custom-made optoelectronic components, packages, and assemblies. Our commitment to partnering with OEMs to meet their photonic sensor design needs is demonstrated by the over 200 Non-Disclosure Agreements we have signed. The spectral range of our component line is one of the broadest in the industry, spanning from deep UVC at 235 nm to mid-wave infrared (MWIR) at 4300 nm.
We are in our last business transformation, starting as a private label with Toshiba, Japan, Value Added Distributor for Toshiba America, and Exclusive Distributor for COTCO to a Manufacturer of LED emitters and photodiode detectors. I want to acknowledge Vince Forte, our CTO; Thomas Berringer, Vice President of Sales; Barry Jones, Business Unit Manager, Marktech West; William Moore, Executive Vice President; Gary Kardys, Chief Marketing Officer; Tim Suidy, our Senior Design Engineer; Kevin Ward, Sales Manager; Steve Hubert, Product Manager; Tim Heffner, Warehouse Supervisor; and Dan Kaiser, Production / Test Engineer. These core employees have provided years of dedicated service, and their commitment and loyalty to Marktech are genuinely appreciated.
After 40 years of company transformations, the only constant has been our expertise in optoelectronics. We look forward to our future growth as we develop our next detection and emission technology innovations.
